
 In a condition-based maintenance environment, the decision to change-out a hydraulic pump or motor is usually based on either remaining bearing life or deteriorating efficiency, whichever occurs first.
In a condition-based maintenance environment, the decision to change-out a hydraulic pump or motor is usually based on either remaining bearing life or deteriorating efficiency, whichever occurs first.
Despite recent advances in predictive maintenance technologies, the maintenance professional’s ability to determine the remaining bearing life of a pump or motor, with a high degree of accuracy, remains elusive.
Deteriorating efficiency on the other hand is easy to detect. Because it typically shows itself through increased cycle times. In other words, the machine slows down. When this occurs, quantification of the efficiency loss is not always necessary. Reason being, if the machine slows to the point where its cycle time in unacceptably slow, the pump or motor is changed out. End of story.
In certain situations however, it can be helpful, even necessary, to quantify the pump or motor’s actual efficiency and compare it to the component’s native efficiency. And for this, an understanding of hydraulic pump and motor efficiency ratings is essential.
There are three categories of efficiency used to describe hydraulic pumps (and motors). Volumetric efficiency, mechanical/hydraulic efficiency and overall efficiency.
Volumetric efficiency is determined by dividing the actual flow delivered by a pump at a given pressure by its theoretical flow. Theoretical flow is calculated by multiplying the pump’s displacement per revolution by its driven speed. So if the pump has a displacement of 100 cc/rev and is being driven at 1000 RPM its theoretical flow is 100 liters/minute.
Actual flow has to be measured using a flow meter. If when tested, the above pump had an actual flow of 90 liters/minute at 207 bar (3000 PSI), we can say the pump has a volumetric efficiency of 90% at 207 bar (90 / 100 x 100 = 90%).
It’s volumetric efficiency we use most in the field to determine the condition of a hydraulic pump – based on its increase in internal leakage through wear or damage. But without reference to theoretical flow, the actual flow measured by the flow meter would be meaningless.
A pump’s mechanical/hydraulic efficiency is determined by dividing the theoretical torque required to drive it by the actual torque required to drive it. A mechanical/hydraulic efficiency of 100% would mean if the pump was delivering flow at zero pressure, no force or torque would be required to drive it. Intuitively, we know this is not possible – due to mechanical and fluid friction.
Like theoretical flow, theoretical drive torque can be calculated. For the above pump, in SI units: 100 cc/rev x 207 bar / 20 x pi = 329 Newton meters. But like actual flow, actual drive torque must be measured and this requires the use of a dynamometer. Not something we can-or need-to do in the field. For the purposes of this example though, let’s assume the actual drive torque was 360 Nm. Mechanical/hydraulic efficiency would be 91% (329 / 360 x 100 = 91%).
Overall efficiency is simply the product of volumetric and mechanical/hydraulic efficiency. So continuing with the above example, the overall efficiency of the pump is 0.9 x 0.91 x 100 = 82%. Typical overall efficiencies for different types of hydraulic pumps are shown in the table below (source: Bosch Rexroth):
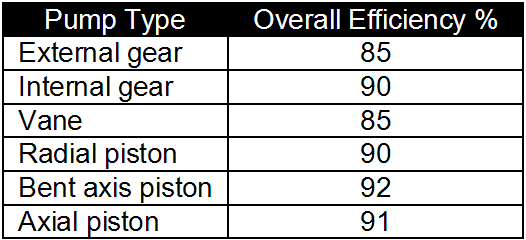
Overall efficiency is used to calculate the drive power required by a pump at a given flow and pressure. For example, using the overall efficiencies from the table above, let us calculate, in SI units, the required drive power for an external gear pump and a bent axis piston pump at a flow of 90 liters/minute at 207 bar:
External gear pump: 90 x 207 / 600 x 0.85 = 36.5 kW
Bent axis piston pump: 90 x 207 / 600 x 0.92 = 33.75 kW
As you’d expect, the more efficient pump requires less drive power for the same output flow and pressure. With a little more math, we can quickly calculate the heat load of each pump:
Drive power for a (non-existent) 100% efficient pump would be: 90 x 207 / 600 x 1 = 31.05 kW
So at this flow and pressure, the heat load or power lost to heat of each pump is:
External gear pump: 36.5 – 31.05 = 5.5 kW
Bent axis piston pump: 33.75 – 31.05 = 2.7 kW
No surprise then, that a system with gear pumps and motors requires a bigger heat exchanger than an equivalent (all other things equal) system with piston pumps and motors. And to discover six other costly mistakes you want to be sure to avoid with your hydraulic equipment, get “Six Costly Mistakes Most Hydraulics Users Make… And How You Can Avoid Them!” available for FREE download here.
Hi,
I need your help. I have a baler machine but the problem is my hydraulic gear pump got broken. The gear inside brake down. And I also noticed that the color of the hydraulic oil becomes milky in color.
Please let me know what to do.
Thanks.
Best regards,
Earl Taborada
Earl,
This e-book: Preventing Hydraulic Failures will greatly assist you.